Wichtiger Hinweis
Die nachfolgenden Angaben sind technische Richtwerte zur Erstorientierung. Die tatsächlich erreichbaren Werte hängen in der Blechbearbeitung stark von Werkstoff, Blechdicke, Schneidverfahren, Werkzeugzustand, Biegeradius, Walzrichtung, Bauteilgeometrie, Schweißfolge und eventueller Nachbearbeitung ab.
1. Einordnung des Verfahrens
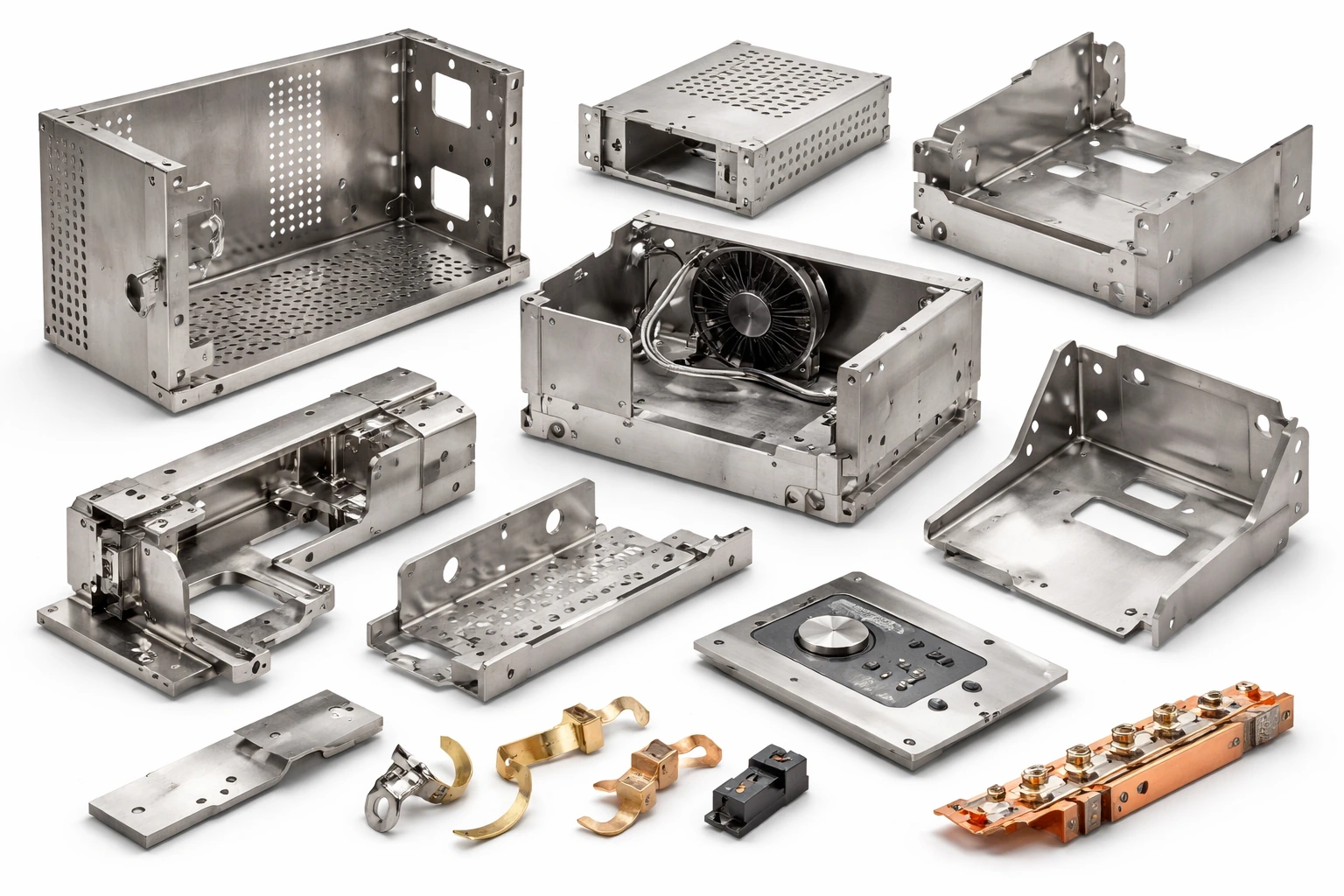
Blechbearbeitung ist ein zentrales Fertigungsverfahren für Gehäuse, Halter, Verkleidungen, Strukturteile, Abdeckungen und geschweißte Baugruppen. Typische Prozessschritte sind Laserschneiden, Stanzen, Biegen, Einpressen, Schweißen und Oberflächenbehandlung.
Das Verfahren ist besonders wirtschaftlich, wenn funktionale Bauteile aus Blech mit guter Reproduzierbarkeit, relativ kurzen Vorlaufzeiten und flexiblen Änderungsmöglichkeiten benötigt werden.
Besonders geeignet für
- Gehäuse, Abdeckungen und Verkleidungen
- Halter, Träger, Konsolen und Montagebleche
- geschweißte Blechbaugruppen
- kleine bis mittlere Serien mit hoher Variantenflexibilität
- Bauteile mit nachfolgender Oberflächenbehandlung
Weniger geeignet für
- massive hochvolumige 3D Geometrien
- Bauteile mit sehr komplexen geschlossenen Innengeometrien
- extrem dickwandige Strukturteile außerhalb typischer Blechlogik
- reine Präzisionspassungen ohne mechanische Nachbearbeitung
2. Typische Werkstoffe mit exakten Werkstoffnummern
Die folgende Übersicht nennt typische Werkstoffe für Blechbearbeitung mit konkreten Bezeichnungen und Werkstoffnummern.
| Werkstoffgruppe | Exakte Bezeichnung | Werkstoffnummer | Typische Vorteile | Konstruktive Hinweise |
|---|---|---|---|---|
| unlegierter Stahl | DC01 | 1.0330 | gut umformbar, wirtschaftlich, sehr verbreitet | klassischer Standardwerkstoff für allgemeine Blechteile |
| Baustahl | S235JR | 1.0038 | wirtschaftlich, breit verfügbar, gut schweißbar | geeignet für einfache Halter, Konsolen und Strukturteile |
| Baustahl | S355MC | 1.0976 | höhere Festigkeit bei guter Umformbarkeit | interessant für belastetere Blechkonstruktionen |
| Edelstahl | X5CrNi18-10 | 1.4301 | korrosionsbeständig, sehr verbreitet | für Gehäuse, Sichtteile und korrosive Anwendungen |
| Edelstahl | X2CrNiMo17-12-2 | 1.4404 | höhere Korrosionsbeständigkeit | für anspruchsvollere Medien und Umgebungen geeignet |
| Aluminium | EN AW-5754 | 3.3535 | gut umformbar, korrosionsbeständig, relativ leicht | typisch für Verkleidungen und leichtere Gehäuseteile |
| Aluminium | EN AW-1050A | 3.0255 | sehr gute Umformbarkeit | für einfache Umformteile und weniger belastete Anwendungen |
| verzinkter Stahl | DX51D+Z | 1.0226 | Korrosionsschutz durch Zinkschicht, wirtschaftlich | für Gehäuse und technische Blechteile im Innen und Außeneinsatz |
3. Typische Toleranzbereiche
Toleranz TabelleBlechbearbeitung erlaubt bei gut ausgelegten Bauteilen eine hohe Wiederholgenauigkeit. Kritische Funktionsmaße, präzise Lochbilder, Schweißbezüge und montagekritische Konturen sollten dennoch immer gezielt funktionsbezogen bewertet werden.
| Merkmal | Typischer Richtwert | Hinweis |
|---|---|---|
| lasergeschnittene Konturen | gut reproduzierbar | abhängig von Blechdicke, Werkstoff und Schneidqualität |
| Biegewinkel und Schenkellängen | gut beherrschbar, aber werkstoffabhängig | Rückfederung, Blechdicke und Walzrichtung beeinflussen das Ergebnis |
| Bohrungen und Lochbilder | für viele technische Anwendungen gut geeignet | kritische Passmaße gegebenenfalls nacharbeiten |
| geschweißte Baugruppen | stärker geometrieabhängig | Schweißfolge und Wärmeeintrag beeinflussen Lage und Verzug |
| Oberflächen und Kanten | prozessabhängig | sichtkritische oder funktional kritische Bereiche separat definieren |
Wichtige Konstruktionsregel
Blechteile sollten nicht nur als abgewickelte Kontur gedacht werden, sondern immer mit Blick auf Biegbarkeit, Werkzeuglogik, Bezugskanten, Fügerichtung und spätere Montage. Wer blechgerecht konstruiert, reduziert Kosten, Ausschuss und Nacharbeit deutlich.
4. Designrichtlinien für Blechbearbeitung
Biegeradien realistisch auslegen
Zu kleine Innenradien erhöhen das Risiko von Rissen, Maßstreuung und unnötigem Werkzeugaufwand. Material, Blechdicke und Walzrichtung müssen früh berücksichtigt werden.
Abstände zu Kanten und Biegungen beachten
Bohrungen, Ausklinkungen und Konturen dürfen nicht zu nah an Biegelinien oder Außenkanten platziert werden. Sonst steigen Verzug, Deformation und Fertigungsprobleme.
Schweißgerecht konstruieren
Bei geschweißten Baugruppen sollten Fügestellen, Spannmöglichkeiten und Schweißfolge konstruktiv mitgedacht werden. Gute Schweißkonstruktion reduziert Verzug und Nacharbeit.
Bezugssystem früh definieren
Funktionsflächen, Montagebezüge und Lochbilder sollten nicht isoliert, sondern in einem sinnvollen Bezugsaufbau angegeben werden. Das verbessert Prüfbarkeit und Montagequalität.
Blechgerechte Geometrien bevorzugen
Gleichmäßige Geometrien, sinnvolle Freistiche, klare Biegelogik und reduzierte Komplexität verbessern Prozesssicherheit und Wirtschaftlichkeit.
Oberflächenbehandlung mitdenken
Pulverbeschichtung, Verzinkung, Eloxal oder andere Behandlungen beeinflussen Maß, Kantenbild und optische Qualität. Diese Einflüsse sollten bereits in der Konstruktion berücksichtigt werden.
5. Typische Konstruktionsfehler
- zu kleine Biegeradien im Verhältnis zu Werkstoff und Blechdicke
- Bohrungen oder Ausnehmungen zu nah an Biegelinien
- Lochbilder ohne sinnvollen Bezug zur späteren Montage
- fehlende Berücksichtigung von Rückfederung
- zu komplexe Schweißbaugruppen ohne definierte Schweißreihenfolge
- zu enge Toleranzen ohne funktionalen Nutzen
- Oberflächenbehandlung erst nachträglich statt konstruktiv mitgedacht
- Bauteile, die eigentlich eher als Gussteil oder Frästeil gelöst werden sollten
6. Wirtschaftliche Auslegung
Blechbearbeitung ist besonders wirtschaftlich, wenn flächige Geometrien, überschaubare Komplexität, sinnvolle Biegelogik und reproduzierbare Montageanforderungen zusammenkommen. Das Verfahren erlaubt zudem eine gute Skalierbarkeit von Kleinserien bis in mittlere und höhere Stückzahlen.
Wirtschaftlich günstig
- Gehäuse, Abdeckungen und Konsolen
- Laserteile mit wenigen definierten Biegungen
- serienfähige Halter und Montagebleche
- geschweißte Baugruppen mit klarer Fügelogik
Kostentreiber
- unnötig komplexe Konturen und zu viele Biegungen
- enge Toleranzforderungen ohne Funktionsbezug
- ungünstige Materialwahl für die gewünschte Umformung
- hoher Schweißverzug durch schlechte Bauteilaufteilung
- fehlende Abstimmung zwischen Konstruktion und Oberflächenprozess
Blechteil prüfen lassen
Wenn Sie ein Blechteil oder eine Blechbaugruppe konstruktiv prüfen lassen möchten, unterstützen wir Sie gerne bei Werkstoffwahl, Biegbarkeit, Fertigungslogik, Toleranzbewertung und wirtschaftlicher Auslegung.
Anfrage senden